

Kontaktmöglichkeiten
Über die zwei Kontaktformulare (Club oder Shop) gibt es die Möglichkeit mit uns Kontakt aufzunehmen, wenn z.B. Fragen zu einer Bestellung offen sind oder wenn sich Fragen rund um die Mitgliedschaft ergeben.
Ihr stellt eure Frage mit Hilfe des jeweilgen Kontakt-Formulars. Je präziser die Frage, um so besser kann das Team sich auf die Antwort vorbereiten (ohne konkrete Frage erfolgt keine Reaktion). Entweder rufen wir Euch innerhalb von 4-7 Tagen (in der Arbeitszeit von Mo-Fr) zurück oder ihr erhaltet eine Antwort auf eure Frage per E-Mail.
Wichtiger Hinweis: Bestellungen sind nur über den Online-Heinkel-Shop möglich.
Bestellungen über E-Mail oder Kontaktformular werden nicht angenommen.
Heinkel - Der Club
Der Heinkel Club ist die richtige Adresse für Heinkel Tourist Roller, Heinkel Kabine, Heinkel Perle und Heinkel 150 2-Takt Freunde aus der ganzen Welt.
Mit rund 5000 Mitgliedern ist der Club einer der größten markengebundenen Oldtimer-Vereinigungen Europas. Der Heinkel-Club Deutschland e.V. bezweckt die Erhaltung, Wiederherstellung und Pflege der von den Heinkel-Werken in den 50er und 60 Jahren hergestellten Fahrzeuge. Dazu versorgt die clubeigene Ersatzteilversorgung Mitglieder mit Heinkel® Ersatzteilen für Heinkel Tourist, Heinkel Perle, Heinkel 150 und Heinkel Kabine.
Der Heinkel-Club Deutschland e.V. ist Korporativclub im ADAC.
Jetzt alle Heinkel-Infos ansehen
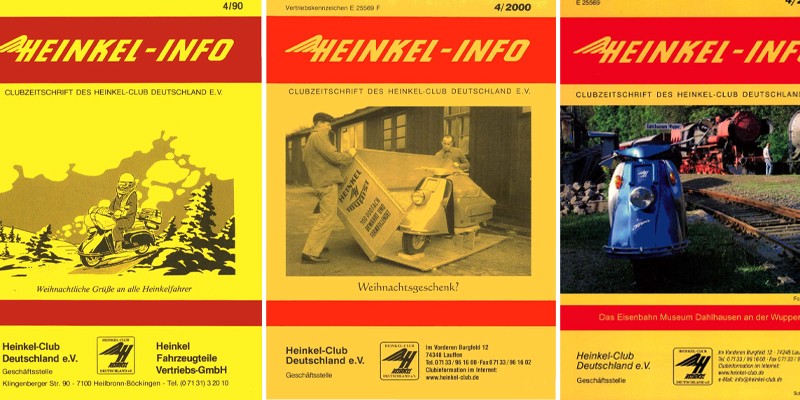
Wir öffnen unser Archiv. Digitale Ausgaben aus den Jahren 1981-2022 stehen hier für jedernann bereit zum Download.
Die Heinkel-Infos 1981-2022 könnt ihr durch Klick auf die Bilder der Titelseiten als PDF anzeigen bzw. herunterladen. Nehmt Euch die Zeit und blättert mal wieder in den alten Zeiten. Viel Spaß beim Schmökern. Ein Inhaltsverzeichnis aller Ausgaben finden Ihr im Download.
Eine Veröffentlichung/Verlinkung der Hefte ohne schriftliche Zustimmung des Heinkel-Club Deutschland e.V. ist nicht gestattet.

Technik
Im Bereich Technik findet Ihr eine neue Zusammenstellung von bekannten und unbekannten Technik-Artikeln der Autoren Pteng, Bernd und Henning
Schaut mal rein.
Heinkel-Club TV
Mehr als nur Werkstatt-Videos
Über 100 Videos stehen stehen für Euch jederzeit zum Anschauen bereit. Jetzt wo die Tage länger werden und das Fahren des Heinkel in den Hintergrund tritt, haben wir drei Empfehlungen für Euch.
a) Heinkel History: Turnier 1959
b) Heinkel Fun: In der Steilwand.
c) Heinkel International: Produktion in Argentinien
Schaut einmal rein in den Club TV Kanal.
Jetzt Mitglied werden im Heinkel-Club Deutschland e.V.
Jetzt anmelden und alle Vorteile nutzen. Stark und lebendig